 登入
登入
 訂單查詢
訂單查詢- 產品價格 Price
-
 01.名片卡片類
01.名片卡片類 02.貼紙類
02.貼紙類- 01. 彩色500種造型貼紙-B方形(堅持微利原則,降價再降價)
- 02. 彩色500種造型貼紙-C圓形
- 03. 彩色500種造型貼紙-D橢圓形
- 04. 彩色不規則特殊造型貼紙-F特殊
- 05. 彩色名片型貼紙(單張式)
- 06. 雷射切割免刀模(任意造型貼紙)
- 07. 單色500種造型貼紙-B方形
- 08. 單色500種造型貼紙-C圓形
- 09. 單色500種造型貼紙-D橢圓形
- 10. 單色不規則特殊造型貼紙-F特殊
- 11. 34種公版間隔(局部)膠貼紙
- 13. 打凸封口貼紙
- 14. 12種A4造型貼紙
- 15. 少量數位貼紙A4/A3/5K
- 16. A3彩色大張貼紙
- 17. 悠遊卡貼紙
- 18. 彩色捲筒貼紙
- 19. 易碎(脆)貼紙/刮刮模貼紙
- 20. 空白透明標籤貼
- 21. 空白標籤機貼紙
- 22. A4(有色)空白標籤貼紙
- 23. 紋身/膠膜轉印/乾式轉印/水晶貼/繡布標
- 24. 彩色圖片姓名貼/單(雙)色姓名貼
- 25. 防偽標籤/亮銀龍破壞貼紙
- 26. 透明/牛皮/白底封箱膠帶
- 27. 客製化 雙面貼紙
 03.大圖輸出類
03.大圖輸出類- 01. 相紙類噴墨輸出(堅持微利原則,沒有最便宜只有更便宜)
- 02. 布旗布條類噴墨
- 03. 網版印刷布旗布條
- 04. 油畫布無框畫彩色直噴
- 05. 可宅配立牌-限寄送
- 06. 台北自取-立牌
- 07. 桃園自取-立牌
- 08. 台中自取-立牌/手舉牌
- 09. 台南自取-立牌 帆布 雙透布
- 10. 高雄自取-立牌
- 11. 全彩直噴人型立牌
- 12. 鋁掛軸/膠條/側蓋/掛勾/關東旗座
- 13. 海報展示架-限寄送
- 14. 台北自取-海報展示架/底座
- 15. 桃園自取-海報展示架/底座
- 16. 台中自取-海報展示架/底座
- 17. 台南自取-海報展示架/底座
- 18. 高雄自取-海報展示架/底座
- 19. 日式彩色門簾/布簾
- 20. 彩色PP瓦楞板/手舉牌
- 21. 少量掛旗/廣告串旗
- 22. 電腦割字(卡典西德)
- 23. 萬用型用紙腳架
- 24. 廣告招牌立體字
- 25. 抗爭/選舉 頭巾 頭帶
 04.信封信紙類
04.信封信紙類 05.DM海報類
05.DM海報類 06.特急件類
06.特急件類 07.聯單表格類
07.聯單表格類 08.手提袋類
08.手提袋類 09.資料夾類/夾鏈密封袋
09.資料夾類/夾鏈密封袋 10.書籍手冊類
10.書籍手冊類 11.便條紙/現成品
11.便條紙/現成品 12.文創商品類
12.文創商品類- 01. 彩色紙膠帶/日本和紙/PET/(堅持微利原則,設計師平台、不收傭不抽成)
- 02. 數位寫真撲克牌/遊戲牌/現成不印刷撲克牌/百家樂
- 03. 壓克力/特殊色壓克力/織帶鑰匙圈/皮革鑰匙圈
- 04. 壓克力票卡/立牌/晶磚/紙鎮/夾子/磁鐵/造型切割
- 05. 全彩束口袋/束口袋背包
- 07. 彩色個性徽章/胸章/磁鐵貼
- 08. 日本/威力/隨身/迷你/造型扇子/拇指扇/無柄扇
- 09. 矩形/圓形/U形全彩抱枕
- 10. 文創造型抱枕/枕頭套/毛絨吊飾
- 11. 寫真相框/各式拼圖
- 12. 寫真名片
- 13. 寫真明信片
- 14. 歐式摺疊封套
- 15. 置物盤/筆袋/化妝包/零錢包/手機收納包
- 16. 壓克力行李吊牌/行李帶/少量印刷
- 17. 粉絲應援手幅/小物/拍拍扇
- 19. N次貼掛勾/開瓶器
- 20. 地墊/軟式地墊/洗漱板/皂墊
- 21. 文創PU隨身鏡/摺疊鏡/金屬鏡子
- 22. 客製壓克力小夜燈/魔術燈
- 23. 抗UV手開三折雨傘遮陽傘/多功能置物架
- 24. 法蘭絨毛毯/地墊
- 25. 止滑造型地毯
- 26. 寫真浮雕仿麻無框畫彩噴
- 27. 時鐘/壓克力御守/色紙
- 28. 造型密迪版
- 29. 客製GOGORO防刮造型車套
 13.T恤/衣服帽子配件類
13.T恤/衣服帽子配件類- 01. 【網版印刷】T-shirt / 風衣雨衣
- 02. 【柯式燙印】T-shirt / 襯衫 抖粉轉印
- 03. 【全彩直噴】T-shirt / POLO衫
- 04. 【全彩熱昇華】T-shirt / 背心
- 05. 【素面無印刷】T-shirt
- 06. 兒童包屁衣/寶寶毯
- 07. 個人化衣架
- 08. 活動選舉背心/祭典服/肩帶
- 09. 網帽/老帽/漁夫帽/潮流帽/選舉烏力帽
- 10. 網印/針織衣標緞帶
- 11. 活動臂章/手環帶/緞帶/袖套
- 12. 全彩頭巾
- 13. 各類運動球衣/球褲
- 14. 各式多用途毛巾/小方巾/涼感巾/造型擦手巾
- 15. 廣告眼鏡布/眼罩
- 16. 涼感T恤
- 17. 雪紡圍巾
- 18. 電繡/刺繡/2D膠章/無框畫/鑰匙圈
 14.餐飲周邊類
14.餐飲周邊類- 01. 飲料杯提袋(堅持微利原則,免預繳、輕鬆零風險)
- 02. 馬克杯/玻璃水瓶/保溫杯/運動水瓶
- 03. 環保折折杯/便當盒/餐墊紙/寵物碗
- 04. 客製化面紙包/面紙盒/濕紙巾/現成品
- 05. 現成環保紙杯/杯套印刷/公版咖啡杯套/攪拌棒
- 06. 杯墊:陶瓷/紙質/壓克力/木質/PP
- 07. 毛氈布隔熱杯墊
- 08. 私版/公版筷套
- 09. 各式食品防油紙/淋模/夾鏈/包裝(袋)
- 10. 全彩斜紋布圍裙
- 11. 13種造型蛋糕標籤
- 12. 少量彩色摺式Menu
- 13. 蝴蝶頁平裝Menu
- 14. 精裝MENU
- 15. 護貝menu菜單/護貝宣傳單
- 16. 數位彩印 透明飲料杯
- 17. 全彩半罩式/全罩式桌巾
- 18. (MIT製造)環保吸管
- 19. 餐具袋
- 20. PP微波保鮮碗
- 21. 禮物盒
- 22. 彩印燒花/雷雕 盤子/托盤/湯碗/湯勺
- 23. 木牌雷雕
- 24. 彩印燒花/雷雕小茶杯/熱炒杯/紅酒杯
- 25. 桌上廣告三角/梯形/筒型立牌
 15.彩盒桌曆類
15.彩盒桌曆類 16.廣告贈品類
16.廣告贈品類 17.補價/補檔/紙樣
17.補價/補檔/紙樣 18.估價商品
18.估價商品 19.數位樣
19.數位樣 20.口罩防疫周邊商品
20.口罩防疫周邊商品 21. 3C商品類
21. 3C商品類
- 印刷流程 Process
- 經營理念 Business
- 服務據點 Location
- 聯絡我們 Contact Us
- 全台設計師 Designer
- 產品應用專區 Product Scenes
目前累計人數: 10,092,334 人
好站連結







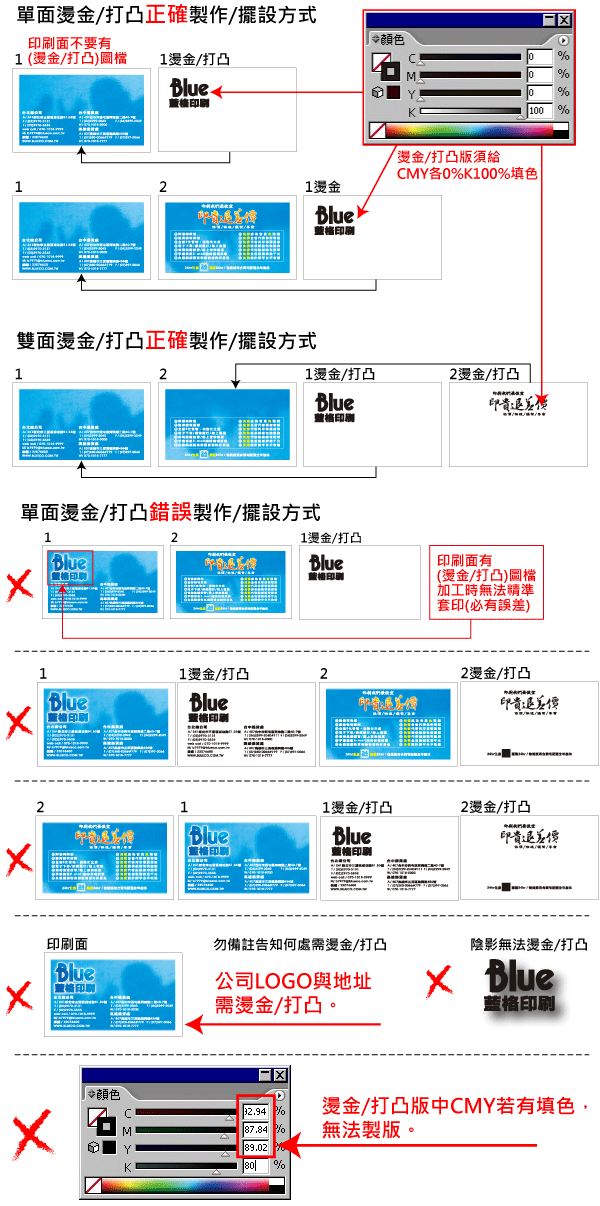
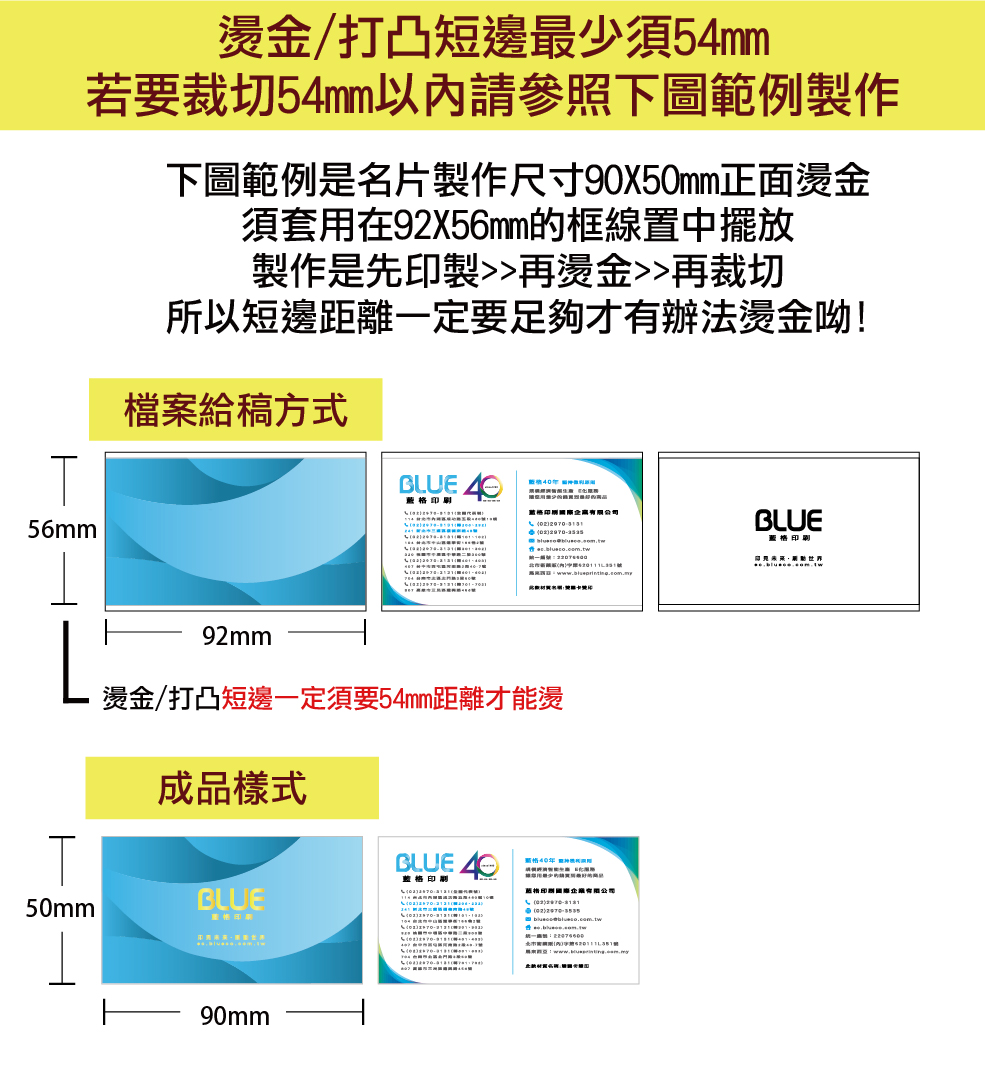
首頁 >> 檔案教學 >> 加工須知 >> 基本加工擺放製檔須知
|
 facebook
facebook 企業識別
企業識別
::Copyright 2019 藍格印刷國際企業有限公司。 著作權所有,並保留一切權利。使用條款隱私權政策 ::
